





新聞中心
片材機出機之?dāng)D出工藝
【公司新聞】
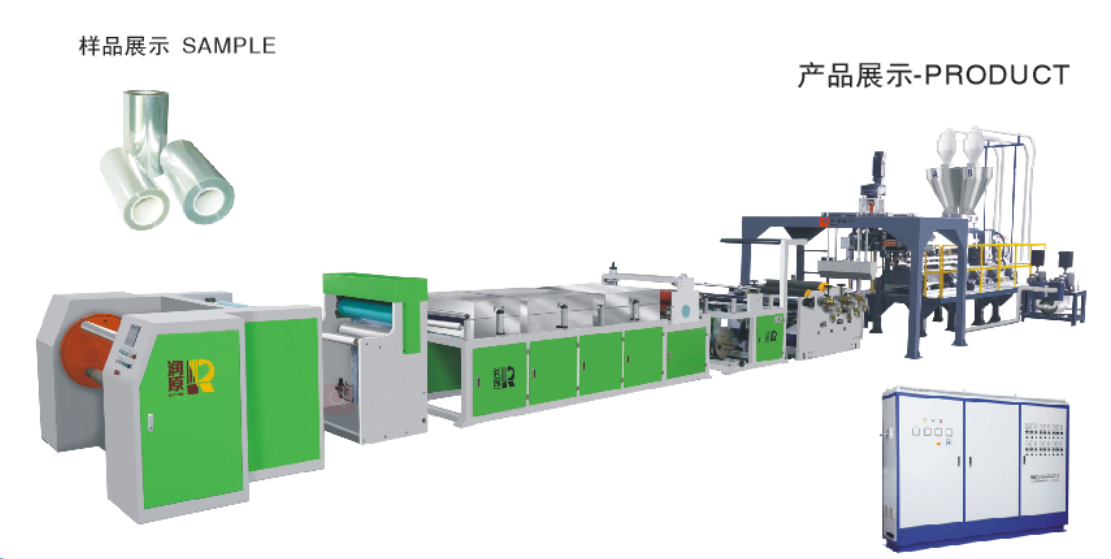
片材機出機之?dāng)D出工藝!一般根據(jù)所加工聚合物的類型和制品或半成品的形狀,選定打杯機、機頭和口模,以及定型和牽引等相應(yīng)的輔助裝置,然后確定擠出工藝條件如螺桿轉(zhuǎn)速、機頭壓力、物料溫度,以及定型溫度、牽引速度等。在擠出過程中,物料一般都要經(jīng)過塑煉,但定型方法則有所不同。例如,杯蓋機的塑料常需冷卻定型,使其固化,而擠出橡膠的半成品,則尚需進一步硫化。采用不同的擠出設(shè)備和工藝,可得到不同的制品。
粒料:聚合物與各種添加劑混合后,送入擠出機中熔化,并進一步混合均勻。通過多孔口模,形成多根條料,再切斷成粒料。切斷有熱切粒和冷切粒之分。前者條料離口模后,一邊用空氣或水冷卻,一邊立即用旋轉(zhuǎn)刀切斷。后者是將條料全部冷卻后,再送入切粒機切粒。
片材和薄膜:凡厚度在0.25mm以上,長度比寬度大很多的扁平制品稱片材;厚度小于0.25mm者稱薄膜。如將扁平口模出來的膜狀物,通過一表面十分光潔的冷卻轉(zhuǎn)鼓冷卻定型,即可制得平膜,此法也稱擠出流延法。這是制造聚丙烯薄膜常用方法。如果將所得平膜送入BOPS熱成型機,在縱向及橫向同時拉伸 4~10倍(也可先縱向拉伸,再橫向拉伸),則可制得雙軸定向薄膜。由于拉伸時,大分子取向,因此薄膜強度很高,但透水、透氣性有所降低。常用于制造聚丙烯和聚酯薄膜。如物料內(nèi)加發(fā)泡劑,并采用特殊螺桿和口模,也可制得低發(fā)泡沫塑料板材。
包覆線:當(dāng)金屬裸線通過一個 T形口模時,熔融塑料即圍繞裸線而形成包覆層,包覆線被冷卻卷繞后,即得各種電線電纜制品。(打杯機之?dāng)D出機過濾網(wǎng)對塑料擠出成型的影響,利用壓差使管狀物緊貼定型套內(nèi)壁,從而可得到外徑準確的管材。為了造成壓差,可向管內(nèi)通入壓縮空氣,也可在管外造成負壓。
片材機出機之?dāng)D出工藝!一般根據(jù)所加工聚合物的類型和制品或半成品的形狀,選定打杯機、機頭和口模,以及定型和牽引等相應(yīng)的輔助裝置,然后確定擠出工藝條件如螺桿轉(zhuǎn)速、機頭壓力、物料溫度,以及定型溫度、牽引速度等。在擠出過程中,物料一般都要經(jīng)過塑煉,但定型方法則有所不同。例如,杯蓋機的塑料常需冷卻定型,使其固化,而擠出橡膠的半成品,則尚需進一步硫化。采用不同的擠出設(shè)備和工藝,可得到不同的制品。
粒料:聚合物與各種添加劑混合后,送入擠出機中熔化,并進一步混合均勻。通過多孔口模,形成多根條料,再切斷成粒料。切斷有熱切粒和冷切粒之分。前者條料離口模后,一邊用空氣或水冷卻,一邊立即用旋轉(zhuǎn)刀切斷。后者是將條料全部冷卻后,再送入切粒機切粒。
片材和薄膜:凡厚度在0.25mm以上,長度比寬度大很多的扁平制品稱片材;厚度小于0.25mm者稱薄膜。如將扁平口模出來的膜狀物,通過一表面十分光潔的冷卻轉(zhuǎn)鼓冷卻定型,即可制得平膜,此法也稱擠出流延法。這是制造聚丙烯薄膜常用方法。如果將所得平膜送入BOPS熱成型機,在縱向及橫向同時拉伸 4~10倍(也可先縱向拉伸,再橫向拉伸),則可制得雙軸定向薄膜。由于拉伸時,大分子取向,因此薄膜強度很高,但透水、透氣性有所降低。常用于制造聚丙烯和聚酯薄膜。如物料內(nèi)加發(fā)泡劑,并采用特殊螺桿和口模,也可制得低發(fā)泡沫塑料板材。
包覆線:當(dāng)金屬裸線通過一個 T形口模時,熔融塑料即圍繞裸線而形成包覆層,包覆線被冷卻卷繞后,即得各種電線電纜制品。(打杯機之?dāng)D出機過濾網(wǎng)對塑料擠出成型的影響,利用壓差使管狀物緊貼定型套內(nèi)壁,從而可得到外徑準確的管材。為了造成壓差,可向管內(nèi)通入壓縮空氣,也可在管外造成負壓。
2019-01-10